






3D-lasfabrikant van topkwaliteit met armaturen voor vloermallen
Video
Functie
Voor kwaliteitscontrole en ondersteuning van Floor Pan om de capaciteit van de productielijn in de auto-industrie te verbeteren.
Specificatie
| Inrichtingstype: | Booglassen |
| Maat: | 2200x1200x900mm |
| Gewicht: | 115KG |
Productdetails



Gedetailleerde introductie
Hier zijn enkele typische ontwerpstructuren:
• Eenvoudige positioneringsstructuur (positioneringspin)
Hoofdzakelijk gebruikt in de positie van de hoofdpositioneringspen.
• Eenvoudige ondersteuningsklemming (klem)
• Afschrijven (bout)
Het wordt voornamelijk gebruikt in de hoofdlijn, de samengestelde lijn en de hoofdpositionering van de onderste regel.
• STOPPER limietstructuur
Om de compressiekracht of impact veroorzaakt door te grote stukwerkvervorming of krassen op het oppervlak van het stukwerk te voorkomen;De richting van de klemarmplaatdikte heeft nauwkeurigheidseisen (positioneringspen);De lengte van het dubbele draaimechanisme of de tuimelaar is te groot;Wanneer de Hoek van het steunvlak te groot is;Er is een grotere excentrische afstand indenter.
• PINKLEM
Pin- en stukwerk non-interferentie - draaipunt en werkstuk in een lijn;Moet een eindige STOPPER hebben.
• HLINK-structuur
Wanneer de openingshoogte van de klemarm beperkt is en de openingshoek groot moet zijn, of het bewegingstraject van de klemarm beperkt is, moeten we overwegen om H-LINK te gebruiken, dat verschilt van de gewone Link in het gebruik ervan.We moeten cilinders kiezen met CIL-BEUGEL, die niet schommelen tijdens beweging, en anti-beugel gebruiken om de cilinders vast te zetten.
• Secundaire SWING-structuur (dubbele flip)
Dubbel BASE armatuur
Naast de typische structuur is er een flexibele combinatie van snelwisselmal - dubbele BASE-plaatklem, die de tijd voor het vervangen van de mal aanzienlijk kan verkorten en de productiekosten kan verlagen;Door het gebruik van de BASE draaitafel in de secundaire assemblagearmatuur wordt de intelligente hoge flexibiliteit van de armatuur werkelijkheid.Deze snelle schakelmodus verkort de tijd van armatuurvervanging en foutopsporing aanzienlijk en verlaagt de productiekosten.
Eigenschappen Double BASE-armatuur:
De dubbele BASE-armatuur heeft de voordelen van een eenvoudige structuur, weinig montagekoppelingen en goede stijfheid, eenvoudig te wisselen van model, productupgrade en automatische verwerkingsbehoeften. De belangrijkste kenmerken zijn:
1) Double BASE-armatuur heeft universaliteit, het armatuursysteem heeft voldoende flexibiliteit, kan zich aanpassen aan de verwerkingsvereisten van verschillende modellen, het algehele lijnlichaam kan worden hergebruikt.
2) De dubbele BASE-armatuur heeft een eenvoudige structuur, gemakkelijke montage en demontage en is bevorderlijk voor het snel wisselen van volgende modellen.
3) Double BASE-armatuur heeft voldoende sterkte en stijfheid, armatuurmontage, schakelproces kan de bewerkingsnauwkeurigheid van onderdelen effectief waarborgen.
4) De BASE-specificaties van dubbele BASE-armaturen moeten uniform zijn, aanpasbaar voor herhaald gebruik en geautomatiseerd voor montage en beheer.
Samenstelling Double BASE armatuur:
Het dubbele BASE armatuur bestaat uit twee delen: het lichaamsdeel van de armatuurlijn en het speciale armatuur.Het lichaamsdeel van de armatuurlijn is samengesteld uit het algemene armatuurdeel en de standaardcomponenten.Het speciale armatuurdeel is afhankelijk van het mechanisme en het gebruik van de productonderdelen.
De structuur
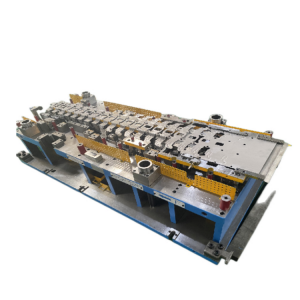
1. Armatuur draadlichaam
De basiscomponenten van het dubbele BASE-armatuur omvatten het universele lijnlichaam van het armatuur, het armatuurframe en het standaard matrix BASE-oppervlak (zie afbeelding 2);
2. De haakjes
De hoofdcomponenten van het malskelet omvatten een verscheidenheid aan pakkingen, pakkingen en hoekzittingen;
3. Het positioneren van onderdelen tussen componenten en componenten van de echte positionering van het stukwerk
Het omvat een verscheidenheid aan positioneringsblokken, positioneringspennen, positioneringssteunen en profielverlichting.
4. De bevestigingsmiddelen
Het bevat standaardpennen en kolompennen, de belangrijkste onderdelen die worden gebruikt om twee BASE-kaarten met elkaar te verbinden.
Technische vereisten voor armatuur
Naast de overeenkomstige technische vereisten van de algemene armatuur, moeten de volgende technische vereisten in overweging worden genomen in de ontwerpfase van een dubbele BASE-armatuur:
▲ Jig BASE en steunzitting
De hoofdstructuur van de mallijn is ontworpen in overeenstemming met GB2804 en de hoofdcomponenten zijn gemaakt van hoogwaardig koolstofarm gelegeerd staal.Na inbraak en uitdoving vereist de oppervlaktehardheid van de componenten HRC om 58 ~ 65 te bereiken, en de interne hardheid om HRC35 ~ 40 te bereiken, om ervoor te zorgen dat de malbasis voldoende sterkte, taaiheid, slijtvastheid en stabiliteit heeft.
De belangrijkste maatnauwkeurigheid van armatuurcomponenten is hetzelfde als de algemene armatuur, waarbij het ISO6 ~ 7-niveau kan worden bereikt, de tolerantie van het horizontale positioneringsgat en het referentieoppervlak is ± 0,05 mm, de tolerantie tussen het positioneringsgat en het positioneringsgat is ± 0,02 mm, de referentie oppervlakteruwheid is 1,6 μm.
De opening van de hoofdbasisplaat heeft D28 en D16 twee series.Op het uiterst nauwkeurige tafeloppervlak zijn de ronde gaten van D28 gelijkmatig verdeeld om de 100 mm of φ16 mm om de 50 mm.Deze gaten kunnen worden gebruikt om positioneringsmodules en armatuuraansluitingen van verschillende functies met elkaar te verbinden.
De werkstroom
1. De inkooporder ontvangen--—->2. Ontwerp--—->3. Bevestiging van de tekening/oplossingen--—->4. Bereid de materialen voor--—->5. CNC--—->6. CMM--—->6. Montage--—->7. CMM-> 8. Inspectie--—->9. (derde deelinspectie indien nodig)--—->10. (intern/klant ter plaatse)--—->11. Verpakking (houten kist)--—->12. Levering
Doorlooptijd & Verpakking
45 dagen na goedkeuring van het 3D-ontwerp
5 dagen via express: FedEx by Air
Standaard export houten kist
We zullen een houten blok aan de binnenkant van de koffers toevoegen om de veiligheid van de armatuur tijdens de verzending te garanderen.Droogmiddel en plasticfolie worden gebruikt om te voorkomen dat de controlearmatuur tijdens het transport vochtig wordt.





.png)
.png)