


Aangepaste service voor zitcontrole van goede kwaliteit
Video
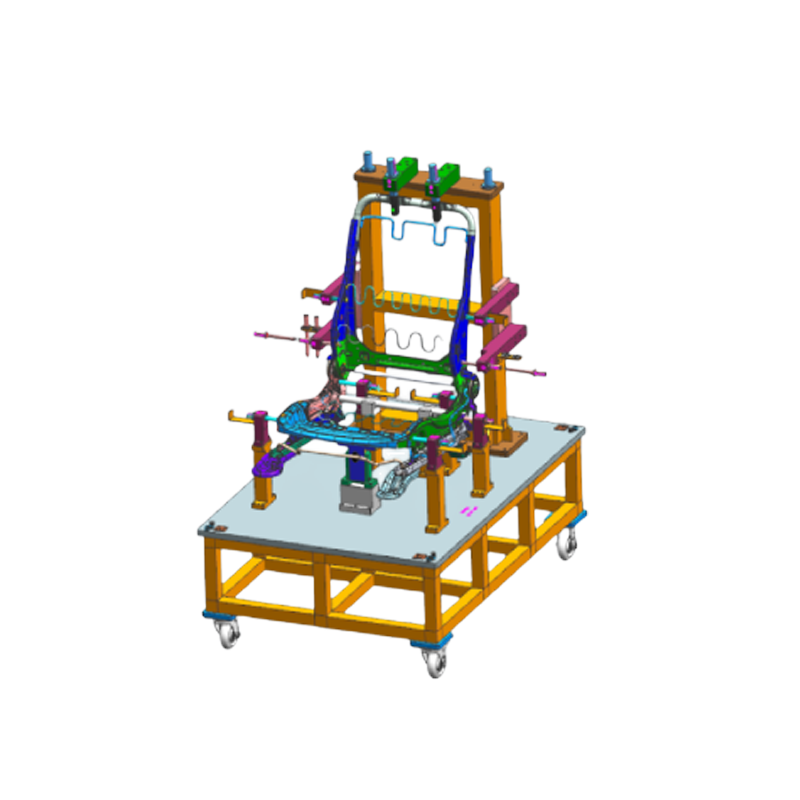
Functie
Voor Seat kwaliteitscontrole en ondersteuning om de capaciteit van de autoproductielijn te verbeteren.
Specificatie
| Armatuurtype: | Controle van het armatuur op zitplaatsen |
| Maat: | 1200*900*1900 |
| Gewicht: | 1350KG |
| Materiaal: | Hoofdconstructie: metaal Ondersteuning: metaal |
Productdetails

Gedetailleerde introductie
Onze fabriek voltooide de controle van de armatuurproductie, assemblage, functionele testen, meetafstelling en de evaluatie van de herhaalbaarheid en laakbaarheid, en materialen van de nieuwste staat (inclusief armatuurmontagediagram, dien het inspectierapport in, dien het analyserapport van de herhaalbaarheid en laakbaarheid in, instructies indienen) en offertestoelen ontvangen (inclusief de installatie op de lichaamsdelen van het armatuur). De testeringenieur en kwaliteitsingenieur kunnen worden geïnformeerd om de tests goedgekeurd te maken.
De testgoedkeuring wordt uitgevoerd bij de leverancier van het armatuur, met deelname van armatuuringenieurs en kwaliteitsingenieurs.De testgoedkeuring moet worden beoordeeld volgens het goedgekeurde armatuurontwerpschema, producttekeningen, technische normen voor de armatuur en andere documenten.
De testeringenieur is verantwoordelijk voor het samenvatten van de testacceptatieproblemen, en de testleverancier zal de tests aanpassen aan de hand van de testacceptatieproblemenlijst, de armatuuringenieur of aanverwant personeel volgens de lijst met acceptatieproblemen om de acceptatie in te dienen, opnieuw volgens de lijst met acceptatieproblemen. Sommige vragen zijn uitgeschakeld, de armatuuringenieur, de kwaliteitsingenieur, tekent samen met de leverancier de checklist voor de productie van armatuur (dat wil zeggen de armatuurtabel B) en legt deze voor aan de OEM-armatuuringenieur, de AQE is verantwoordelijk voor de acceptatie.
De werkstroom
1. De inkooporder ontvangen--—->2. Ontwerp--—->3. Bevestiging van de tekening/oplossingen--—->4. Bereid de materialen voor--—->5. CNC-gestuurd--—->6. CMM--—->6. Montage--—->7. CMM-> 8. Inspectie--—->9. (derde deelinspectie indien nodig)--—->10. (intern/klant ter plaatse)--—->11. Verpakking (houten kist)--—->12. Levering
Tolerantie bij productie
1. De vlakheid van de basisplaat 0,05/1000
2. De dikte van de basisplaat ± 0,05 mm
3. Het locatiedatum ±0,02 mm
4. Het oppervlak ±0,1 mm
5. De controlepennen en gaten ±0,05 mm
Doorlooptijd en verpakking
45 dagen na goedgekeurd 3D-ontwerp
5 dagen via express: FedEx by Air
Standaard export houten kist







.png)
.png)