



Op maat gemaakte laslijnen Wielhuis Boog Pneumatische lasinrichting
Video
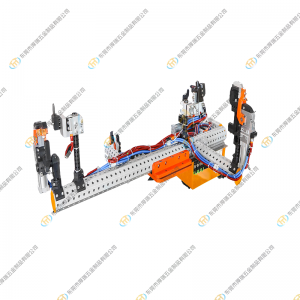
Essentiële details
| Lassentype: | Booglassen |
| Materiaal: | Metaal |
| Lasarmaturen: | 4 sets grijpers: 2 sets |
| Exporterende provincies: | Canada |
| Jaar: | 2020 |
Productiefoto's

Invoering
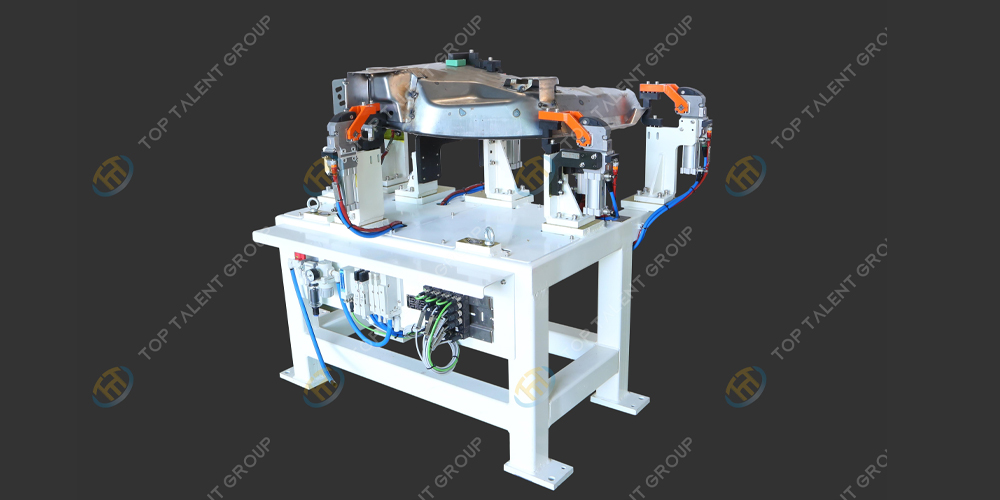
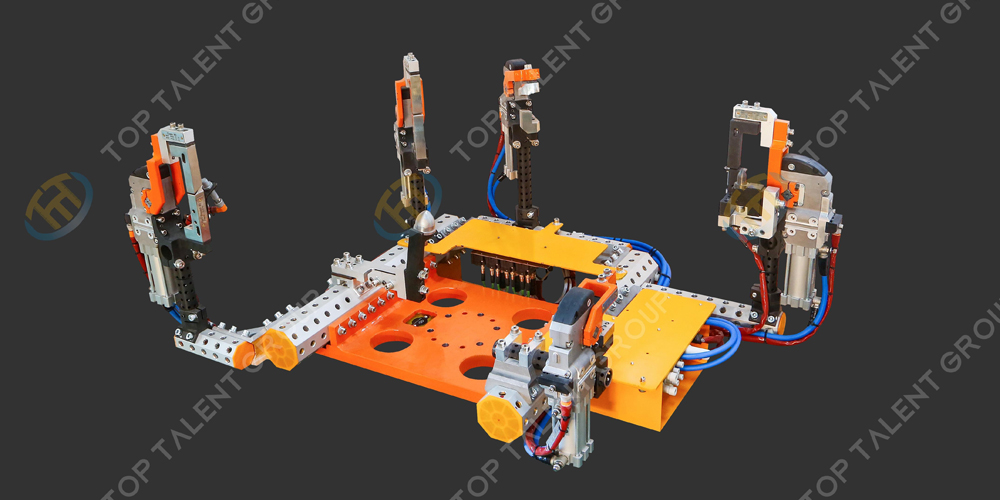
De door TTM geproduceerde Wheel House Welding Fixture maakt gebruik van een mechanische klemmethode om de nauwkeurigheid van de positie en hoek van de wieldop te garanderen.Het kan worden gebruikt in combinatie met lasrobots en andere geautomatiseerde apparatuur om efficiënte en stabiele laswerkzaamheden in het stuurhuis te realiseren.Tegelijkertijd kan het ook de laskwaliteit garanderen en vervorming en offset van de wielkast tijdens het lasproces voorkomen, waardoor de kwaliteit en prestaties van de gehele carrosserie worden verbeterd.
Kortom, de Wheel House Welding Fixture is een zeer belangrijk armatuur in de auto-industrie.Het kan de efficiëntie en kwaliteit van het carrosserielassen verbeteren, en het is een onmisbaar sleutelonderdeel in de moderne autoproductielijn.
Onze werkstroom
1. De inkooporder ontvangen--—->2. Ontwerp--—->3. Bevestiging van de tekening/oplossingen--—->4. Bereid de materialen voor--—->5. CNC-gestuurd--—->6. CMM--—->6. Montage--—->7. CMM-> 8. Inspectie--—->9. (derde deelinspectie indien nodig)--—->10. (intern/klant ter plaatse)--—->11. Verpakking (houten kist)--—->12. Levering
Tolerantie bij productie
1. De vlakheid van de basisplaat 0,05/1000
2. De dikte van de basisplaat ± 0,05 mm
3. Het locatiedatum ±0,02 mm
4. Het oppervlak ±0,1 mm
5. De controlepennen en gaten ±0,05 mm







.png)
.png)